Due to the fluidity of current tariff circumstances, we have implemented a line item to invoices indicating the adjustment for tariff affected products. Should tariffs be reduced or eliminated, we will adjust our temporary tariff surcharge accordingly.
Categories
Tags
March 18, 2026
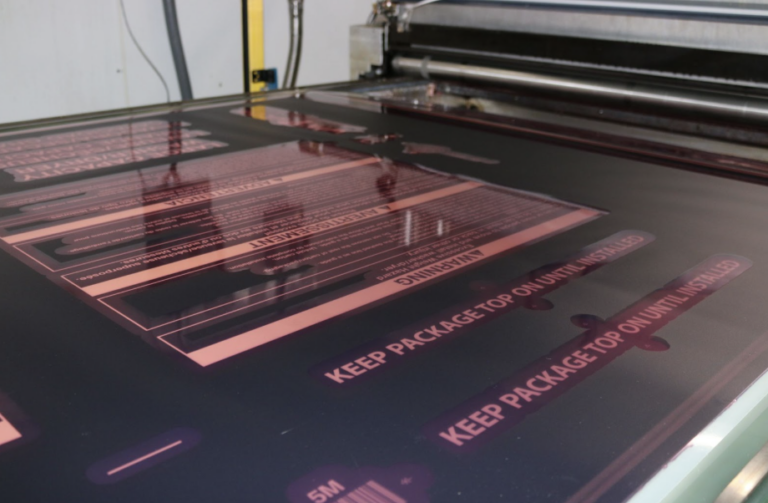
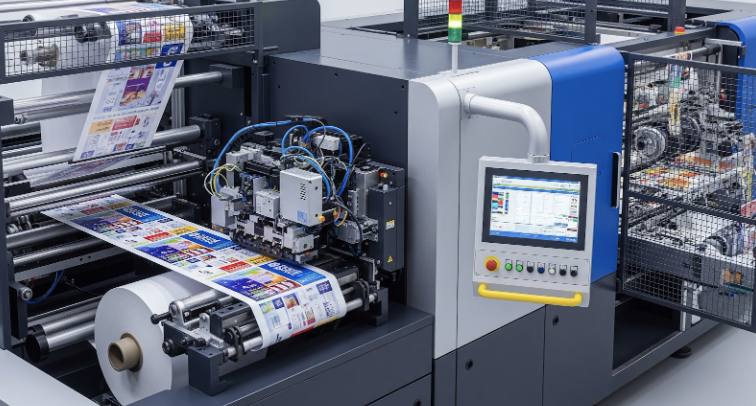
Maximizing Exposure Unit Maintenance for High Quality AVantage Liquid Platemaking